











































Lors de l'utilisation d'une machine de découpe laser pour traiter des matériaux métalliques, la qualité finale de la découpe laser est la première préoccupation. Pour les fabricants de métaux, si la qualité de pointe du laser ne peut pas atteindre leur niveau, cela gaspillera le matériau, réduira l'efficacité de la production et augmentera le coût de production. Pour les personnes qui font de la découpe laser un passe-temps ou qui gagnent leur vie avec la découpe laser, elles doivent également se concentrer sur la qualité de la découpe laser afin de pouvoir fabriquer de bons produits. La machine de découpe laser joue un excellent rôle dans l'industrie de la fabrication des métaux. Il a une efficacité de coupe élevée et une bonne précision de coupe. Les utilisateurs doivent maîtriser les compétences de base du contrôle qualité de la découpe laser et du dépannage de la découpe laser afin qu'ils puissent vraiment exercer les excellentes performances de traitement de la machine de découpe laser.
Cet article résume toutes les informations sur le contrôle qualité de la découpe laser et le dépannage de la découpe laser. Et j'espère que cela pourra aider les utilisateurs à contrôler en douceur la qualité de la découpe laser dans les opérations réelles et à obtenir des résultats de découpe laser de haute qualité.
Principe de fonctionnement de la découpe laser du métal
Afin de mieux comprendre comment la machine de découpe laser coupe le métal, nous pouvons regarder cette image pour apprendre le principe de fonctionnement de la découpe laser du métal.
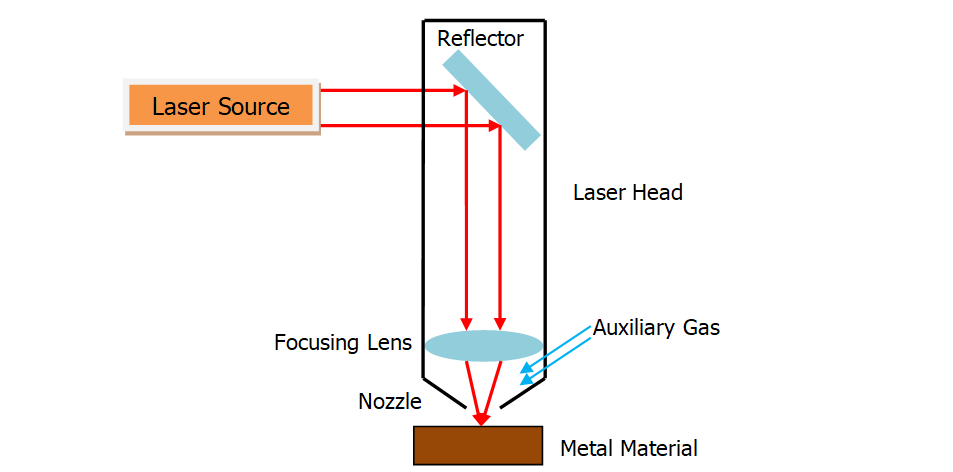
Le processus de découpe laser du métal comprend principalement les quatre étapes suivantes :
- La source laser émet un faisceau laser à haute énergie. Et le faisceau laser se réfléchit sur la lentille réfléchissante et se concentre sur un point à travers la lentille de focalisation.
- Le faisceau laser traverse la buse. Et en même temps, le gaz auxiliaire coaxial au faisceau laser est également libéré à travers la buse.
- Le faisceau laser se concentre sur la pièce. Et l'énergie hautement concentrée dépasse le point de fusion et le point de vaporisation du métal, le faisant fondre, se vaporiser et former instantanément un trou.
- La tête de découpe laser transporte le faisceau laser pour se déplacer selon la trajectoire prédéfinie et rend les trous continus, formant ainsi un joint de découpe.
La découpe au laser est un processus dans lequel le faisceau laser, le gaz auxiliaire et la buse fonctionnent ensemble. Si la puissance du laser, le gaz, la buse et la vitesse d'alimentation sont correctement réglés, nous pouvons obtenir une saignée lisse sur la pièce. Cependant, les utilisateurs ne savent souvent pas comment évaluer la qualité de leur découpe laser et quelles en sont les causes. Par conséquent, dans la section suivante, familiarisons-nous avec la manière de vérifier la qualité de la découpe laser.
Comment vérifier la qualité de la découpe laser ?
Vérifier et évaluer la qualité de la découpe laser est la prémisse du contrôle qualité de la découpe laser. Les utilisateurs peuvent vérifier la qualité de la découpe laser selon les aspects suivants.
Qualité de perçage
Dans la plupart des cas, au début du processus de découpe laser, la tête de découpe laser doit percer un petit trou à la surface de la pièce, puis poursuivre le mouvement linéaire. Et ce processus de poinçonnage est également connu sous le nom de perçage. La qualité du perçage est l'un des aspects essentiels pour tester si les paramètres de découpe laser sont corrects. S'il y a des étincelles anormales, des bruits anormaux ou un grand espace de perçage pendant le processus de perçage, c'est une manifestation de paramètres de découpe laser inappropriés.
Taille de coupe
Généralement, la plupart des pièces métalliques coupées par les machines de découpe laser sont des pièces mécaniques, la taille de coupe doit donc être correcte pour un assemblage en douceur. Utilisez des compas pour mesurer si la taille de coupe de la pièce répond aux exigences et ne dépasse pas la tolérance de la machine de découpe laser. De plus, vous devez vérifier si l'effet de découpe laser final est le même que le chemin de découpe prédéfini. Parfois, le chemin lumineux est incorrect en raison de paramètres incorrects ou de problèmes de buse. Voici un exemple de découpe laser circulaire. Si les réglages sont incorrects ou que la buse n'est pas alignée, vous n'obtiendrez pas un produit rond complet.
Taille de saignée
La saignée (vous pouvez aussi l'appeler fente de coupe) dans la découpe laser est formée par fusion partielle du métal après irradiation laser. La taille de la saignée est le reflet de la qualité de la découpe laser. Si la saignée est trop grande, cela prouve que la puissance laser est trop grande ou que la vitesse de coupe est trop lente, entraînant une fusion excessive du métal.
Rugosité
La rugosité de la fente de coupe peut être vérifiée en fonction de la profondeur des lignes verticales formées sur la surface de coupe. Si les lignes verticales sont claires et profondes, cela signifie une rugosité élevée et une mauvaise qualité de coupe. Si les lignes verticales sont très peu profondes, cela signifie une faible rugosité et une bonne qualité de coupe.
Cône
La conicité est l'angle du haut vers le bas de la fente de découpe laser. Lorsque les paramètres de découpe laser sont définis de manière raisonnable, la conicité produite par la découpe laser de plaques métalliques à moins de 10 mm est extrêmement petite et peut être ignorée. Cependant, si vous devez couper des pièces plus épaisses, la position de coupe du faisceau laser s'éloignera progressivement du foyer laser et divergera, ce qui élargira le joint de coupe et produira une certaine conicité. La conicité peut être contrôlée dans une plage raisonnable. Mais s'il est trop grand, il est généralement causé par des réglages de paramètres déraisonnables.
Bavures
Les bavures reflètent directement la qualité de la découpe laser et c'est également un problème souvent rencontré dans diverses occasions de découpe laser de métal. Un processus de découpe laser normal n'a presque pas de bavures. S'il y a des bavures sur le tranchant, cela signifie que les paramètres de découpe laser ne sont pas corrects. Il existe de nombreuses façons de résoudre différents problèmes de bavures pour différents métaux. Et nous partagerons les solutions détaillées dans la dernière partie de l'article.
Déformation
La déformation est également une préoccupation commune dans l'industrie de transformation des métaux. Et cela se produit généralement lors de la découpe de tôles minces ou lors de l'exécution d'un traitement fin sur de petites pièces métalliques. Si les paramètres de découpe laser sont incorrects et que la chaleur de l'irradiation laser est trop élevée, cela déformera le matériau et provoquera une déformation thermique. Par conséquent, nous devons empêcher la surchauffe et la déformation du matériau en contrôlant la puissance laser, la vitesse d'avance et d'autres paramètres de découpe laser.
HAZ (zone affectée par la chaleur)
La machine de découpe laser réalise l'effet de découpe en faisant fondre ou en vaporisant le matériau. Le matériau autour de la fente de coupe sera également chauffé par le laser et modifiera la structure moléculaire. Et la zone où la structure moléculaire change en raison de l'irradiation laser est appelée HAZ (zone affectée par la chaleur). La découpe au laser provoquera une certaine zone affectée par la chaleur, ce qui est inévitable. Cependant, nous pouvons prendre des mesures appropriées pour contrôler l'étendue de la zone affectée par la chaleur dans une plage raisonnable.
Réalisez le contrôle de la qualité de la découpe laser à partir de 7 aspects
Grâce à la section précédente, nous avons appris à vérifier et à évaluer la qualité des métaux découpés au laser. Dans la partie suivante, nous vous amènerons à analyser les sept principaux facteurs qui affectent la qualité de la découpe laser. Vous pouvez partir de ces sept aspects pour mieux réaliser le contrôle qualité de la découpe laser.
Les facteurs qui affectent la qualité de la découpe laser comprennent principalement la source laser, la puissance laser, la vitesse de découpe laser, la focalisation laser, le gaz auxiliaire, la pression du gaz et la buse.
Laser Source
La source laser est la source d'énergie d'une machine de découpe laser. Et la qualité de la source laser affectera dans une certaine mesure la qualité finale de la découpe laser. À l'heure actuelle, il existe de nombreuses marques de sources laser fiables sur le marché, telles que IPG, Raycus, Max, JPT, etc. Lors du choix d'une machine de découpe laser, vous devez choisir une source laser avec des performances stables et une longue durée de vie pour mieux contrôler la qualité de la découpe laser.
Puissance laser
La puissance laser représente la capacité de coupe d'une machine de découpe laser. Une puissance laser plus élevée signifie une force de coupe plus élevée. Différents types de matériaux nécessitent différentes puissances laser. De plus, la puissance laser adaptée à différentes épaisseurs d'un même matériau métallique est également différente. Une puissance laser inappropriée affectera négativement la qualité de la découpe laser. Par exemple, si la puissance du laser est trop importante, la surface de coupe sera rugueuse et présentera des bavures. Si la puissance du laser est trop faible, la machine ne peut pas couper la pièce.
Vitesse de découpe laser
La vitesse de coupe est un paramètre important qui coopère avec la puissance du laser pour contrôler le processus de coupe. Et cela affectera la qualité de coupe finale. Si la vitesse de coupe est trop rapide, la pièce ne peut pas obtenir suffisamment de chaleur pour être complètement coupée. Si la vitesse de coupe est trop lente, la pièce sera surchauffée et la fente de coupe sera large et rugueuse.
Mise au point laser
Le point focalisé du faisceau laser a la densité d'énergie la plus élevée. Plus le point lumineux est petit, meilleur est le résultat de coupe. La position de mise au point du faisceau laser affecte directement la qualité de la découpe laser, y compris la taille de la fente, la rugosité et la conicité de la fente. Avant d'utiliser une machine de découpe laser, les utilisateurs doivent s'assurer que le faisceau laser est focalisé sur la bonne position. Pour la découpe laser de l'acier au carbone, la position de mise au point est sur la surface de la pièce, et plus la pièce est épaisse, plus la position de mise au point est élevée. Pour la découpe laser de l'acier inoxydable, la position de mise au point se situe sous la surface de la pièce, et plus la pièce est épaisse, plus la position de mise au point est basse.
gaz auxiliaire
Le gaz auxiliaire peut aider le faisceau laser à couper la pièce avec une meilleure qualité et à éliminer rapidement les scories en même temps. Les gaz auxiliaires couramment utilisés comprennent l'oxygène, l'azote et l'air. L'oxygène est principalement utilisé pour le traitement de l'acier à outils, de l'acier doux et de l'acier au carbone épais. L'azote est principalement utilisé pour couper l'acier inoxydable, l'acier doux et l'acier galvanisé. Et l'air est principalement utilisé pour le traitement de l'aluminium. La pureté du gaz auxiliaire affectera le résultat final de la découpe laser. Par exemple, l'exigence de pureté minimale de l'azote gazeux est de 99.5 %.
Pression du gaz
La pression du gaz auxiliaire affectera l'effet de soufflage du laitier et affectera ainsi la qualité finale de la découpe laser. Différents matériaux métalliques nécessitent différentes pressions de gaz optimales. Si la pression du gaz est trop faible, le matériau en fusion ne peut pas être soufflé à temps et adhérera à l'arrière du tranchant. Si la pression du gaz est trop élevée, cela affaiblira la capacité de coupe du faisceau laser, rendant la fente de coupe plus grande et plus rugueuse.
Ajutage
La fonction de la buse est de contrôler la zone d'injection de gaz auxiliaire pour contrôler la qualité de la découpe laser. Ainsi, la structure, la taille et la hauteur de la buse affecteront la qualité de coupe finale. Si la buse est partiellement endommagée, cela entraînera un flux d'air inégal et affectera négativement la qualité de coupe. Différentes épaisseurs de coupe conviennent à différents diamètres de buse. Par exemple, les plaques en acier inoxydable de 1 à 6 mm conviennent pour une buse de 1.2. Et les plaques en acier inoxydable de 6 à 10 mm conviennent à une buse Φ2.0. En termes de contrôle qualité de la découpe laser, les utilisateurs doivent protéger la buse contre les collisions, les déformations ou la fusion partielle. De plus, la buse doit être coaxiale au faisceau laser pour obtenir la meilleure qualité de découpe laser. De plus, la distance entre la buse et la pièce affectera également la qualité de la découpe laser.
Dépannage de la qualité de la découpe laser
De nombreux facteurs affectent la qualité de la découpe laser, mais cela ne signifie pas qu'il est difficile d'obtenir une qualité de découpe laser élevée. Les utilisateurs peuvent analyser quels facteurs peuvent affecter la qualité de coupe en fonction de l'effet de traitement pour ajuster les paramètres. Ensuite, nous partagerons les problèmes et les solutions courants de découpe laser afin que vous puissiez résoudre vos problèmes de qualité de découpe laser à temps.
Problèmes et solutions de découpe laser de l'acier inoxydable, de l'acier galvanisé, de l'aluminium et du laiton
|
Problèmes de qualité de découpe laser |
Raisons possibles |
Solutions |
|
Il y a de petites bavures régulières en forme de goutte sur le joint de coupe |
1. La position de mise au point laser est trop basse. 2. La vitesse de coupe est trop élevée. 3. La puissance laser est trop faible. |
1. Relevez la position de mise au point laser. 2. Réduisez la vitesse de coupe. 3. Augmentez la puissance du laser. |
|
Il y a de longues bavures irrégulières des deux côtés de la couture de coupe, et il y a une décoloration sur la surface métallique |
1. La vitesse de coupe est trop lente. 2. La position de mise au point laser est trop élevée. 3. La pression d'air est trop faible. 4. Le matériau est trop chaud. 5. Le système de transmission n'est pas stable. |
1. Augmentez la vitesse de coupe. 2. Abaissez la position de mise au point laser. 3. Augmentez la pression d'air. 4. Refroidissez le matériau. 5. Vérifiez et réglez le système de transmission. |
|
Il y a de longues bavures irrégulières sur un côté de la couture de coupe |
1. La buse n'est pas alignée. 2. La position de mise au point laser est trop élevée. 3. La pression d'air est trop faible. 4. La vitesse de coupe est trop lente. 5. La position centrale de la lentille de focalisation laser est décalée. 6. La buse est partiellement bloquée ou endommagée. 7. L'objectif est pollué ou endommagé. |
1. Vérifiez et ajustez la buse. 2. Abaissez la position de mise au point laser. 3. Augmentez la pression d'air. 4. Augmentez la vitesse de coupe. 5. Vérifiez et ajustez la position centrale de la lentille de focalisation laser. 6. Nettoyez ou remplacez la buse. 7. Nettoyez ou remplacez la lentille. |
|
Le matériau en fusion est déchargé de la face supérieure du matériau |
1. La puissance laser est trop faible. 2. La vitesse de coupe est trop élevée. 3. La pression d'air est trop élevée. |
1. Augmentez la puissance du laser. 2. Réduisez la vitesse de coupe. 3. Réduisez la pression d'air. Remarque : assurez-vous de vérifier si la lentille de focalisation laser est endommagée ou non, et remplacez-la par une nouvelle si nécessaire. |
|
Le tranchant devient jaune |
1. Le gaz auxiliaire n'est pas pur. 2. Il y a de l'oxygène ou de l'air dans le tube d'air. |
1. Vérifiez la pureté de l'azote, utilisez de l'azote gazeux de haute pureté. 2. Augmentez le délai pour nettoyer le tube d'air. |
|
La couture de coupe est rugueuse |
1. La buse est endommagée. 2. La lentille est polluée. |
1. Vérifiez ou remplacez la buse. 2. Nettoyez ou remplacez la lentille. |
Problèmes et solutions de découpe laser de l'acier au carbone
|
Problèmes de qualité de découpe laser |
Raisons possibles |
Solutions |
|
Lors de la coupe d'une forme ronde, la pièce finie n'est pas ronde |
1. La position centrale de l'objectif n'est pas correcte. 2. La buse est bouchée ou endommagée. 3. La trajectoire du laser n'est pas correcte. |
1. Vérifiez et ajustez la position centrale de l'objectif. 2. Vérifiez ou remplacez la buse. 3. Vérifiez et ajustez la trajectoire du laser. |
|
La pièce finie présente un espace au niveau de la position d'introduction de la coupe |
1. Le processus de perçage est trop long. 2. La chaleur est trop élevée pendant la coupe. |
1. Raccourcissez le temps de perçage. 2. Réduisez le cycle de service et refroidissez le matériau.
|
|
La ligne de traction en bas est décalée et la fente de coupe inférieure est plus large |
1. La vitesse de coupe est trop élevée. 2. La puissance laser est trop faible. 3. La pression d'air est trop faible. 4. La position de mise au point laser est trop élevée. |
1. Réduisez la vitesse de coupe. 2. Augmentez la puissance du laser. 3. Augmentez la pression d'air. 4. Abaissez la position de mise au point laser. |
|
Il existe des bavures en forme de goutte qui ressemblent au laitier et qui sont faciles à enlever |
1. La vitesse de coupe est trop élevée. 2. La pression d'air est trop faible. 3. La position de mise au point laser est trop élevée. |
1. Réduisez la vitesse de coupe. 2. Augmentez la pression d'air. 3. Abaissez la position de mise au point laser. |
|
Les bavures sont connectées et peuvent être retirées en une seule pièce |
La position de mise au point laser est trop élevée. |
Abaissez la position de mise au point laser. |
|
Les bavures au bas du joint de coupe sont difficiles à enlever |
1. La vitesse de coupe est trop élevée. 2. La pression d'air est trop faible. 3. Le gaz auxiliaire n'est pas pur. 4. La position de mise au point laser est trop élevée. |
1. Réduisez la vitesse de coupe. 2. Augmentez la pression d'air. 3. Utilisez le gaz auxiliaire avec une pureté plus élevée. 4. Abaissez la position de mise au point laser. |
|
Il y a des bavures sur un côté de la couture de coupe |
1. La position centrale de la buse n'est pas correcte. 2. La buse est endommagée. |
1. Vérifiez et ajustez la position centrale de la buse. 2. Vérifiez ou remplacez la buse. |
|
Le tranchant n'est pas précis |
1. La pression d'air est trop élevée. 2. La buse est endommagée. 3. Le diamètre de la buse est trop grand. |
1. Réduisez la pression d'air. 2. Vérifiez ou remplacez la buse. 3. Installez une buse de diamètre approprié. |
|
La texture sur la coupe est très rugueuse |
1. La position de mise au point laser est trop élevée. 2. La pression d'air est trop élevée. 3. La vitesse de coupe est trop lente. 4. Le matériau est trop chaud. |
1. Abaissez la position de mise au point laser. 2. Réduisez la pression d'air. 3. Augmentez la vitesse de coupe. 4. Refroidissez le matériau. |
|
Le matériau en fusion est déchargé de la face supérieure du matériau |
1. La puissance laser est trop faible. 2. La vitesse de coupe est trop élevée. |
1. Augmentez la puissance du laser. 2. Réduisez la vitesse de coupe. Remarque : assurez-vous de vérifier si la lentille de focalisation laser est endommagée. Et remplacez-le par un nouveau si nécessaire. |
|
Il y a des étincelles anormales pendant la coupe |
1. Le filetage au niveau de la connexion entre la buse et la tête laser est lâche. 2. La buse est endommagée. 3. La pression d'air est trop faible. |
1. Serrez le fil. 2. Vérifiez ou remplacez la buse. 3. Augmentez la pression d'air.
|
|
Le laser ne peut pas couper à travers le matériau |
1. La puissance laser est trop faible. 2. La vitesse de coupe est trop élevée. 3. La position de mise au point laser est trop basse. 4. Le diamètre de la buse ne correspond pas à l'épaisseur de coupe du métal. |
1. Augmentez la puissance du laser. 2. Réduisez la vitesse de coupe. 3. Relevez la position de mise au point laser. 4. Vérifiez et remplacez la buse. |
|
Le faisceau laser a des pauses |
1. La vitesse de coupe est trop élevée. 2. La puissance laser est trop faible. 3. La position de mise au point laser est trop basse. |
1. Réduisez la vitesse de coupe. 2. Augmentez la puissance du laser. 3. Relevez la position de mise au point laser. |
Pensée finale
La qualité de la découpe laser est affectée par de nombreux facteurs. Tout d'abord, des paramètres incorrects affecteront le résultat de la découpe, tels que la puissance du laser, la vitesse de découpe, la pression d'air, etc. De plus, il y aura parfois des problèmes même si les paramètres sont correctement définis. Et cela est généralement dû au fait que la pureté du gaz n'est pas suffisante ou que la buse et la lentille sont contaminées ou endommagées. Par conséquent, les utilisateurs doivent vérifier la buse avant de couper, si la tête laser fonctionne correctement, puis définir les paramètres appropriés. Ensuite, analysez les causes en fonction de l'effet de découpe laser spécifique, ajustez les paramètres et vérifiez les pièces de la machine pour obtenir la meilleure qualité de découpe laser.